May 2023 – Riddle Answer
Q: What has a heart but doesn’t beat?
A: An artichoke

Q: What has a heart but doesn’t beat?
A: An artichoke
One of the tricky things about electrical systems is that you often can’t see faults without taking things apart.

Thermal imaging or thermography is a non-intrusive, non-contact method of detecting electrical faults that are hidden to the naked eye. During a thermal imaging survey, we use our specialised camera to capture images of the heat energy emitted by your electrical equipment.
The thermal camera measures the temperature of the electrical components and creates an image that shows the temperature distribution across the surface of the equipment
Thermal imaging should be an important part of your preventative maintenance plan as these checks can indicate faults that you may be completely unaware of before they become a serious problem. Heat is often an early symptom of equipment damage or malfunction, and by detecting these problems early, corrective action can be taken before the damage becomes more extensive reducing the risk of equipment failure, reducing the costs of reactive maintenance and unplanned downtime and it can also help extend the lifespan of your assets.
Thermography checks should be performed regularly as part of your routine maintenance plan, however other events can also mean a thermography check should be done, including:
Thermal imaging can be used to check:
The EAS team are trained and highly skilled in carrying out thermal imaging. To book a thermal imaging check of your vital equipment get in touch with the EAS team today on 07 834 0505.
An Uninterruptible Power Supply (UPS) provides emergency power when the power source or mains power fails. A UPS differs from an emergency power system or standby generator in that it provides near instantaneous protection from power interruptions by supplying energy stored in batteries, supercapacitors or flywheels. The on-battery run time of most UPS is generally short (minutes rather than hours) but is sufficient to start a standby power source or properly shut down the equipment.
A UPS is designed to protect your vulnerable, and often expensive hardware from physical or memory-based damage if they’re suddenly disconnected from mains power. UPS’ are typically used to protect hardware such as computers, data centres, telecommunication equipment or other essential electrical equipment such as emergency lighting or alarm systems.
While a UPS’ main role is to provide short-term power when there is a power failure, most UPS units can also, in varying degrees, correct common utility power problems such as voltage spikes, sustained over voltage or momentary or sustained reduction in input voltage
Any UPS you install must be large enough to support all the equipment plugged into it. This means you need to calculate the load required. The load is the total amount of power drawn in watts of all the devices that are or will be plugged into the UPS. Once you know the load, you can select a UPS with the right capacity for your needs. The capacity is how much power a UPS can provide (measured in watts) if needed.
The runtime required in the event of power outage will also determine the size UPS you need. Runtime is the number of minutes a UPS can support the attached devices during a blackout. The minimum runtime should be the time needed to complete proper equipment shutdown.
The smaller the wattage load connected to the UPS the longer the batteries will last. To determine the runtime you need, start with the number of minutes required to completely shut down the connected devices. If a long runtime is required you can upsize your UPS so the connected load is a smaller percentage of the capacity or, with some UPS units, you have the ability to add additional battery modules to extend the runtime.



UPS’ should be regularly maintained to ensure that they are ready to function when you need them. Investing in a planned maintenance programme for your UPS can improve both reliability and the overall lifespan of your system. A well maintained and regularly serviced UPS needs less power to run, as well as being far less likely to fail and cause critical downtimes.
Preventative Maintenance Checks for your UPS:
The EAS are highly skilled in sizing, installing and maintaining Uninterruptable Power Supplies (UPS). If you would like to discuss protecting your essential equipment with a UPS get in touch with the EAS team today on 07 834 0505 or [email protected].
The answer is 46:
7×10=70
4×6=24
70-24=46
Answer: Brian is a bus driver.
With the heatwave sweeping across Europe, climate change and its impacts on our environment are a hot topic of discussion. Also featuring regularly in our news stories are the increasing cost of living; highlighting the tricky balance everyone is trying to find – maintaining economic growth while reducing our consumption of energy and other natural resources to protect our environment.
The International Energy Agency (IEA) has identified that 37% of global energy use comes from industry and contributes 24% of CO2 emissions. A large proportion, approximately 70%, of this energy use is associated with electric motors.
Motors are found in so many applications:

Three key actions which can improve the impact motors have on energy consumption and the environment are:

If you want to find out about moving to more energy efficient solutions for your plant, then get in touch with the EAS team today on 07 834 0505.
Some of the common cause of industrial electrical faults include:
Electrical & Automation Solutions (EAS) uses a fault finding process to help identify the cause of electrical faults in your plant or process.
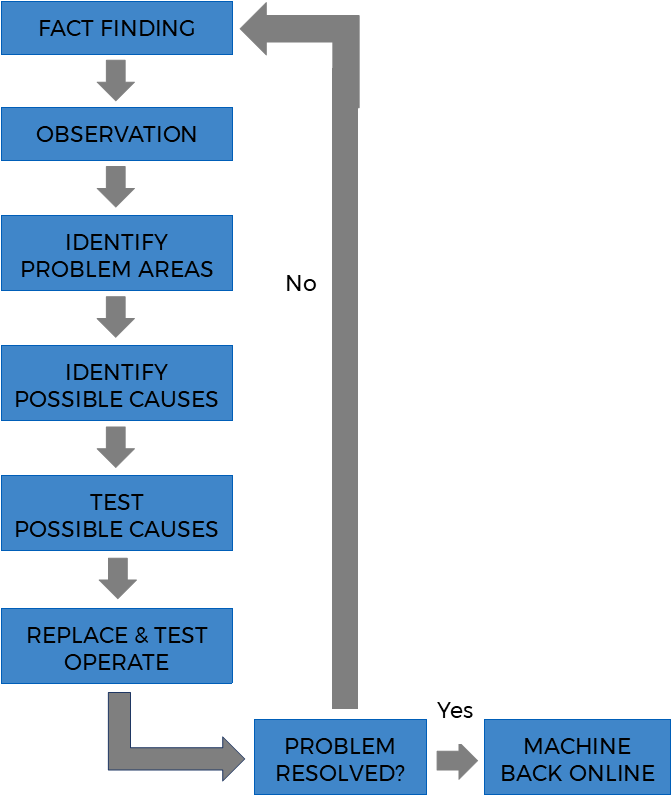
Step one: Fact finding
The most useful first step in determining where a fault is usually begins with some basic fact finding such as identifying:
Step two: Observation
This involves looking for visual signs of malfunctioning equipment including loose components, parts in the bottom of the cabinet, or signs of overheated components. All your senses can help in this process including smell, listening for abnormal sounds, and touching to feel for excessive heat or loose components. It is also a good idea to fully test operate equipment if possible, and note what is working correctly and what is not.
Step three: Define Problem Areas
Steps one and two should identify which parts of the circuit are operating correctly and which are not. Any properly functioning parts of the circuit can be eliminated from the problem areas, decreasing the testing time required later.
Step four: Identify Possible Causes
Once the likely problem area is identified we can then begin to list probable causes and their likelihood. Possibilities could include blown fuses, mechanical components, windings and coils, terminal connections, and wiring.
Step five: Test Probable Cause
Test the likely cause starting with the most probably cause. A range of tools can be used to assist with this including:
From your tests you may need to sectionalise the circuit further to reduce the problem area. Continue with this method until you find a suspect component or wire.
Step six: Replace Component and Test Operate
Once the defective component is identified, it should be replaced, and test operation of the complete circuit should be undertaken. If everything is operating correctly, the equipment can return to service. If the circuit still doesn’t operate correctly, you will need to work through the fault finding process from the start again.
The Electrical & Automation Solutions team love tough problems and taking on the challenge of finding faults. We will work with you to ensure the fault finding and fixing of your electrical problem is as seamless as possible minimising your downtime and getting your plant or process is up and running as quickly as possible.