The Shift to Electric Fleets is Already Happening – Are you set up for it?
With fuel prices bouncing around and ongoing uncertainty in supply, more sites are starting to seriously look at electrifying their fleets.
Forklifts, yard vehicles, service fleets – it’s not just about sustainability anymore. It’s about controlling costs and reducing reliance on diesel.
But here’s the reality most people hit pretty quickly:
- The vehicles are the easy part.
- The infrastructure is where it either works… or becomes a problem.
What changes when you electrify?
Switching to electric isn’t just swapping out machines.
You’re introducing:
- High, concentrated charging loads
- New peak demand patterns
- Continuous overnight or shift-based charging
- More pressure on existing switchboards
If that’s not planned properly, you end up with nuisance trips, capacity issues, or expensive rework
What we’re seeing in the real world
This isn’t theory – we’ve already delivered this across large industrial sites including multiple EV charging infrastructure upgrades to support the staged electrification of forklift fleets.
That work included:
- Assessing existing switchboard capacity
- Installing high-capacity EV charger distribution boards (up to 800A)
- Rolling out multiple charger points across sites
- Integrating into existing MCCs and switchboards
- Monitoring load behaviour and planning for future expansion
All delivered in live production environments without disrupting operations.
Where things usually go wrong
This is where jobs fall over if they’re not done properly.
We regularly see:
- Switchboards that don’t have the capacity for charging loads
- No planning for future expansion (so it all has to be redone later)
- Charging installed without understanding peak demand impacts
- No load management strategy
It might “work” at the start – until everything’s plugged in at once.
What proper setup looks like
From the work we’ve done, getting this right comes down to:
- Proper switchboard capacity assessment (not guesswork)
- Staged infrastructure planning so you can scale over time
- Load monitoring to understand real usage
- Designing charger layouts that suit how your site actually operates
- Allowing for future growth from day one
That’s how you avoid ripping it out and starting again in a few years.
Why more businesses are moving now
This shift is picking up pace for a reason:
- Fuel costs are volatile and hard to control
- Electricity pricing is more stable and predictable
- Maintenance costs on electric equipment are lower
- Supply chain risk on diesel is becoming a real concern
Electrification is starting to stack up financially – not just environmentally.
Thinking about electrifying your fleet?
Electrifying your fleet isn’t just an equipment decision. It’s an infrastructure decision.
Get that right, and you’ve got a scalable, lower-cost system that supports your operation long-term.
Get it wrong, and you’re dealing with capacity issues, downtime, and rework.
If you’re planning the shift – or even just looking into it – it’s worth getting the infrastructure side assessed early.
Get in touch with the team at EAS — we’ll make sure it works the way it should.

WHEN THE POWER GOES OUT – WILL YOUR GENERATOR BE READY?
With the increasing number of severe weather events across NZ, power outages are becoming more frequent – and less predictable.
For many sites, a generator isn’t just a backup anymore. It’s critical infrastructure.
But here’s the issue:
A generator only protects your operation if it actually works when you need it.
We regularly see generators that haven’t been tested or maintained properly… and when the power goes out, that’s when the problems show up.
Why maintenance matters more than ever
A proper electrical preventative maintenance plan isn’t just a “nice to have” – it’s what ensures your generator will perform under pressure. Done properly, it gives you:
- Reliability and Availability
Reduces the risk of unexpected failures when you need backup power most.
- Efficiency and Performance
Ensures your generator runs as it should, without overloading or underperforming.
- Cost Savings
Prevents major failures and extends the life of your equipment.
- Safety
Faulty electrical components in generators are a real hazard if left unchecked.
With more outages and higher reliance on backup power, generators are being used harder and more often.
Common issues we come across:
- Batteries that fail under load
- Transfer switches that don’t operate correctly
- Loose or degraded electrical connections
- Protection systems that haven’t been tested
- Generators that haven’t been load tested in years
Most of these don’t show up until it’s too late.
Generator maintenance
A solid electrical preventative maintenance plan should include:
- Full visual inspections of cables, connections, and enclosures
- Voltage and frequency checks to confirm correct output
- Testing of circuit breakers, relays, and protection systems
- Grounding system inspections and testing
- Battery testing and load checks
- Control panel and wiring inspections
- Automatic Transfer Switch (ATS) testing
- Load bank testing to confirm real performance under demand
- Infrared thermography to identify hidden faults
This isn’t just ticking boxes – it’s about making sure the system performs in real conditions.
Is your generator ready?
Generators don’t fail when they’re sitting idle.
They fail when they’re suddenly called on to run at full load.
That’s why testing under real conditions and regular maintenance is critical
With weather events becoming more frequent, now’s the time to either:
- Get your existing generator properly checked and tested
- Or review whether your current setup is still fit for purpose
If you’re not 100% confident your system will perform when needed, it’s worth getting it looked at properly
Need a hand?
The EAS team can:
- Assess the condition of your current generator
- Carry out full electrical preventative maintenance
- Identify risks before they become failures
- Make sure your backup power system is ready when you need it
Get in touch with EAS – and make sure you’re not left in the dark.

VSD Brake Resistors – Why they matter
If you’re running Variable Speed Drives (VSDs), brake resistors are one of those components that either quietly do their job… or cause you headaches when they’re wrong.
So, what do they actually do?
When a motor slows down, it doesn’t just stop – it turns into a generator and pushes energy back into the drive. That energy has to go somewhere.
Without a brake resistor, that energy builds up in the drive and can trip it out on overvoltage.
A brake resistor takes that excess energy and safely burns it off as heat, letting your system slow down properly without nuisance trips.
Where we see them used
We’re dealing with these setups all the time across sites, especially where you’ve got:
- Pumps and conveyors that need controlled stopping
- High inertia loads
- Frequent start/stop processes
- Systems where downtime from trips isn’t an option
Where things usually go wrong
This is where experience actually matters.
On paper, brake resistors look simple. In reality, we regularly see:
- Resistors undersized for the actual duty
- Incorrect resistance values causing drive faults
- Poor placement – stuck somewhere with no ventilation
- No thermal protection wired in
All of these can lead to overheating, trips, or early failure.
What proper installation actually looks like
From recent jobs the EAS team have done, the key considerations to make sure you get it right are:
- Installing and positioning VSDs and associated gear properly on-site
- Running and dressing power, control, and thermistor cabling cleanly through MCCs and field cabinets
- Integrating filters, drives, and associated components so everything works as one system
- Testing motors, insulation, and cable integrity before energising
- Commissioning drives and confirming rotation, performance, and control with automation teams
- Labelling everything clearly so future maintenance isn’t a guessing game
EAS doesn’t just “fit a resistor” – we make sure the whole system behaves properly under real operating conditions.
The key thing to get right
Brake resistors need to be sized and selected based on how your system actually operates – not just motor size.
That includes:
- How fast you need to stop
- How often it happens
- The load involved
- Heat dissipation and environment
Miss that, and you’re back dealing with trips, downtime, or burnt-out gear.
Need a hand with your VSD setup?
If you’re not 100% sure your system is set up right – or you’re planning upgrades – it’s worth getting it checked properly.
We can:
- Assess whether you actually need a brake resistor
- Size and specify it correctly
- Install and integrate it with your VSD system
- Test and commission so it works first time
Get in touch with the team at EAS – we’ll make sure your drives run the way they should.


Accurate Level Measurement – How to get it right
If you’re running tanks on a plant floor – whether in manufacturing, wastewater, food processing, or on a farm – knowing what’s in them matters. Too low and pumps can run dry and die. Too high and you’ll overflow, waste product, damage equipment, or cause environmental headaches. The cost of bad data isn’t just annoying – it’s expensive and risky.
That’s where level transmitters come in: sensors that tell your control system how much fluid is in the tank. But not all sensors are created equal – especially when the liquid isn’t just “clean water.”
Theory vs Reality
For easy, clean liquids (like plain water), most level technologies work fine. Even simple radar units can accurately measure level by bouncing microwaves off the liquid surface and timing the echo – they’re non-contact and very reliable in calm conditions.
But once the surface isn’t smooth – foaming, vigorous mixing, vapor, turbulence, or heavy tank agitation – that’s where trouble starts. When foam forms, it can trick sensors into thinking the liquid is higher than it actually is or even block the signal entirely.
That’s a big deal in wastewater, agitated vats, fermentation, or any process with agitation. These conditions mean the assumptions most simple sensors make, just don’t work.
How Different Level Technologies Work
Here’s how the common options stack up in real industrial environments:
Radar – Great, But Not Foolproof
A device mounted at the top of the tank sends microwave signals down to the liquid surface and measures how long they take to bounce back. That time equals distance – and therefore level.
Advantages:
- Non-contact – nothing sits in the liquid
- Very low maintenance
- Not affected by density or conductivity
- Handles high temperature well
- Good in vapour or changing conditions.
Best suited for:
- Chemical tanks
- High-temperature processes
- Corrosive products
- Any situation where you don’t want equipment inside the tank.
Things to be aware of:
Very thick or inconsistent foam can affect readings.

Hydrostatic (Pressure) Level Management
A sensor sits at the bottom of the tank and measures the weight of the liquid above it. More liquid = more pressure. That pressure tells us the level.
Advantages:
- Not affected by foam on the surface
- Not bothered by tank shape or internal obstructions
- Simple and well-established technology
- Reliable in dirty or agitated tanks.
Best suited for:
- Wastewater and effluent tanks
- Foam heavy processes
- Tanks with mixers or internal fittings.
Things to be aware of:
It assumes the liquid density stays fairly constant. If the product gets warmer, cooler, thicker, thinner or changes composition the weight of the product changes – even if the level doesn’t and this can make the readings drift.
The simple solution to this is to install two pressure sensors at different heights in the liquid.
- The bottom sensor measures the total pressure (the full weight of liquid above it)
- The upper sensor measures pressure at a higher point
- They system looks at the difference between the two readings and can calculate the actual liquid density in real time. Once the density is known the system can adjust the level reading automatically.
When is it worth using two sensors:
- Product density changes regularly
- You’re dosing or blending
- Temperature swings are common
- Accuracy is critical.

Why Getting This Right Pays Off
If your plant runs on bad level data, you’ll see it in:
- Unplanned downtime from pump failure
- Product loss from overfill / spills
- Safety & environmental risk
- Higher maintenance from sensor issues or misreads
The right level solution saves time, money and risk over the life of the equipment – often many times over.
If you’re not 100% sure what type of level transmitter belongs on your tanks and vessels, let’s sort it out together. EAS has hands-on experience specifying and installing level measurement solutions that work in the messy, real world of manufacturing plants, councils, and farms.
Call us today on 07 834 0505 or email [email protected] to get a tailored solution that gives you reliable readings – every day.
World Kidney Health Day – Why Getting Checked Matters
On the face of it, you’d think Carey, our Managing Director, was a pretty normal, healthy guy. In fact, he’d probably say he was fitter and more active than plenty of people his age. But in 2017 he discovered he had kidney disease.
There were no obvious warning signs. Carey had been feeling a bit tired and run down for a while, but he put it down to the long hours involved in building a business and raising young kids. Like most parents, being tired just seemed part of the deal.
His wife Gemma encouraged him to get a check-up. Within days the results came back showing his kidney function (eGFR) had dropped to 21%. Carey was in Stage 4 kidney failure.
As you can imagine, it came as a massive shock.
Kidney disease often develops silently, with very few symptoms in the early stages. That’s why awareness and early detection are so important. A simple health check can make all the difference in identifying problems before they become life-threatening.
By 2020 Carey’s kidney function had declined further and he needed to begin peritoneal dialysis. This type of dialysis uses a fluid called dialysate to remove waste and excess fluid from the body. The fluid is placed into the abdominal cavity, where it absorbs waste products before being drained out. Each exchange takes around 30–40 minutes and is typically done several times a day.
Rather than letting dialysis define what he could or couldn’t do, Carey looked for ways to keep living as normally as possible. Being stuck in one place during treatment was frustrating, so he designed a mobile stand that allowed him to move around while connected to dialysis. The idea gave him the freedom to stay active around home and work while undergoing treatment.
Kidney disease currently has no cure, and for many people a transplant becomes the best long-term option. Carey spent time on the transplant waiting list while friends and family went through testing to see if they could become living donors.
During that time he also made lifestyle changes to support his health. That meant fewer beers with the boys, healthier food choices, and switching to an e-bike so he could still get out on the hills without exhausting himself. Staying active, he says, helped not just physically but mentally as well.
Then in 2021 came life-changing news. Carey received a kidney transplant thanks to the generous gift of a kidney from his mate, Piete Vreede.
While recovery requires ongoing medication and monitoring, the difference has been enormous. The freedom from dialysis and the renewed energy that comes with a functioning kidney has had a huge impact on daily life.
Carey continues to share his story to raise awareness of kidney disease and the importance of early detection.
Read more about Carey’s journey
World Kidney Day – Get Your Kidneys Checked
World Kidney Day on 12 March is a reminder that kidney disease can affect anyone — often without warning.
The good news is that simple tests can identify kidney disease early.
If you haven’t had your kidneys checked recently:
-
Visit the Kidney Health NZ Love Your Kidneys website to find free pop-up testing sites near you
-
Or talk to your GP about getting a simple kidney health check.
Early detection could make all the difference.
Fault Finding
Downtime costs money. Lost production, missed deadlines, stressed teams. Faults are inevitable – wasted time isn’t. The key is a structured approach that finds the real cause quickly and fixes it properly the first time.
Here’s how we do it.
The Most Common Industrial Electrical Faults
Understanding what typically goes wrong helps you act faster when it does.
- Open Circuits
Part of the system stops working because it’s not receiving voltage. Often caused by burnt components, open coils, or loose terminals. - Short Circuits
Insulation failure allows current to take the wrong path. This can trip breakers, damage components, and create wider issues. - Low Voltage
Causes relays to chatter and motors to overheat, leading to insulation breakdown and premature failure. - Over Voltage
Excess heat shortens the lifespan of motors, lighting, and sensitive components. - Electro-Mechanical Failures
Worn or defective components — like stuck relays or failed pushbuttons – often show no visible signs.
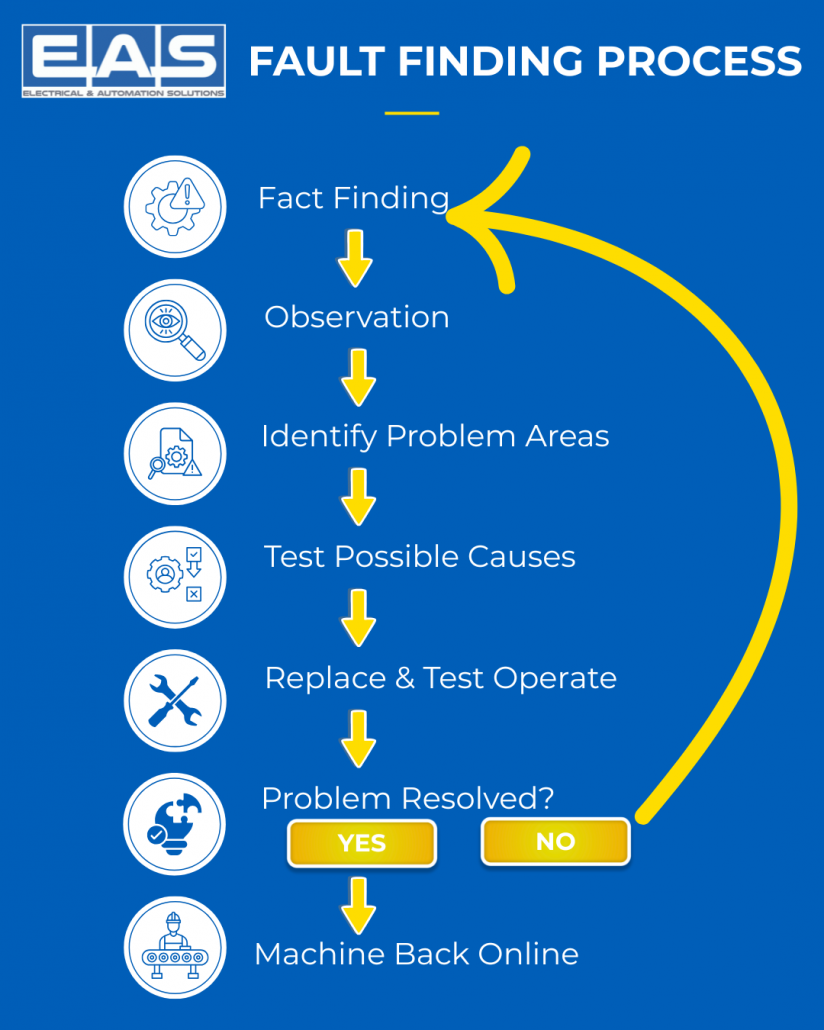
The EAS Fault Finding Process
We don’t guess. We follow a clear, disciplined process.
- Get the Facts
What was running? What changed? Any recent work done? Safety checks and lockout procedures come first – always. - Observe
Look for loose parts, overheating, unusual smells or sounds. Identify what’s working and what isn’t. - Narrow the Area
Eliminate functioning sections of the circuit to reduce testing time. - Identify Likely Causes
Blown fuses, failed coils, wiring faults, mechanical binding — start with the most probable. - Test Properly
Using the right tools:
-
Voltmeter for supply issues
-
Clamp meter for current draw
-
Ohmmeter for resistance faults
-
Thermal imaging for hidden hot spots
Sectionalise further if needed until the exact fault is located.
- Replace and Verify
Replace the faulty component and test the full system under load. If it’s not right, repeat the process – properly.
Why it Matters
Throwing parts at a problem wastes time and money.
A structured fault-finding process reduces downtime, protects equipment, and prevents repeat failures.
Don’t Let Downtime Run Your Plant
If you’re dealing with repeat trips, overheating motors, nuisance faults, or unexplained breakdowns, it’s time to get to the root cause.
Get in touch with EAS to book a fault-finding assessment and get your plant back running – properly.